价 格
订货量
¥80.00
1 - 1
¥78.00
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
≥2
| 品牌:焊研威达 | 型号:CZ22-8*8 | 用途:缝焊 |
| 工作形式:弧焊 | 驱动形式:电动 | 电流:直流A |
| 作用对象:金属 | 焊接原理:填充 | 动力形式:高周波 |
| 作用原理:焊接 | 样式:悬挂式 | 加工精度:大功率 |
| 保护气体类型:埋弧 | 是否二手:全新 | 额定输入容量:160A |
| 负载持续率:*** | 产品别名:核电厚板焊接 | 套装:全套 |
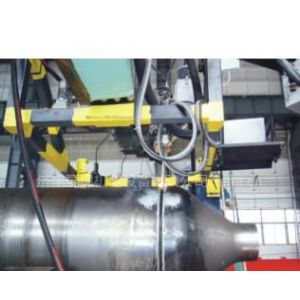
1. 重型窄间隙焊接系统是专用于大型厚壁回转体工件的环缝、纵缝焊接的成套设备。系统由窄间隙焊接系统、超重型焊接操作机、防窜滚轮架、焊剂输送回收装置、控制系统、操作盒等组成,可以在一台设备上实现窄间隙埋弧焊的纵、环缝焊接,满足大型工件的焊接需要。选用哈焊窄间隙焊接系统
2 .单层双道焊法
窄间隙埋弧焊接时,每层两道的焊接得到了普遍应用。
在每层两道的窄间隙埋弧焊接中,为了***坡口侧壁的良好熔合而不出现夹渣等焊接缺陷,在每一个焊道焊接时,焊丝端头必须偏向各自接近的坡口侧壁。为了实现这一点,目前流行的大致有两种方案,但图1的方案得到了普遍应用。
窄间隙焊接是厚板焊接领域的一项***技术。与普通坡口的埋弧焊相比,窄间隙焊具有***的优越性。如坡口窄、焊缝金属填充量少,可以节省大量的焊材和焊接工时;由于窄间隙焊时热输入量较低,使焊缝金属和热影响区的组织明显细化,从而提高其力学性能,特别是塑性和韧性。
要在深入母材很窄的坡口中实现无缺陷的焊接,难度是很大的。除了***制备工件坡口以外,还要从焊接方法、焊接设备、焊缝跟踪、工艺措施等方面解决一系列难题。经焊接界多年努力,窄间隙焊已发展了多种气体保护焊方法和埋弧焊方法,在各方面取得了实际应用。窄间隙气体保护焊与窄间隙埋弧焊相比,虽然前者间隙更窄、效率更高,但在电弧的稳定性、气体保护的有效性和电弧对磁场的敏感性等方面都可能出现问题,而且由于间隙更窄,一旦出现问题返修更为困难。因而对于要求可靠的大型核能容器来说,一般均选择后者而不选择前者。